Every manufacturing process starts with a design, and the same goes for aluminum die casting. One way to ensure optimal production efficiency of aluminum die-casting is by perfecting the design phase of manufacturing. Due to this, we provide a guide to help both manufacturers get a better grasp of the aluminum casting design process.
In this aluminum die casting design guide, you will get great insight into this die casting process, the importance of DFM to the process, and great tips for producing better Aluminum Die Casting part. So, read on to get this great information.
Brief Overview of Aluminum Die Casting

Invented in 1884, die casting has been one manufacturing process in the industry for a long time, with its ability to produce parts and products that have intricate parts and complex geometry with high precision. The aluminum die casting process involves using extreme pressure to force molten metal into a mold cavity. This process occurs under extreme pressure.
There are different materials used for die casting but aluminum remains the most common and the top choice. This is because die-casting aluminum offers more advantages than other metals.
Here are other benefits of using aluminum for die casting;
Easy to Work With
One major reason why engineers prefer using aluminum for die-casting parts and products is its ease of castability. With its superior castability, engineers can create a diverse range of products. Another factor that makes it easy to work with is its heat and corrosion resistance. This allows aluminum to withstand higher operating temperatures better than most materials.
Lightweight
Aluminum is one of the lightest metals. Although light, aluminum is still strong and durable, making it the best material for producing lighter components for different industries.
Different finish options
Different finishing options are available for aluminum die-casted parts, ranging from electroplating and anodizing, chrome plating, and polishing to powder coating. With these different finishing options, manufacturers can create products with a customized appearance.
Importance of DFM of Aluminum Die Casting

DFM, also known as design for manufacturing, is an engineering term that means production optimization. Furthermore, DFM aims to make die-casting aluminum both easy and cost-effective. Its main focus is on the manufacturing method and processes employed in manufacturing a product.
Conducting a DFM analysis before engaging in die-casting aluminum is important. Manufacturing companies like RapidDirect recognize this, which is why we offer customers free DFM analysis before the die casting process.
Try RapidDirect Now!
All information and uploads are secure and confidential.
With DFM, some problems that could arise if they use a particular die-casting process for producing a product can be detected. Discovering problems at this stage is often less expensive and time-consuming than noticing them later, during, or after the production run.
Generally, applying DFM in die casting aluminum helps manufacturers and clients maintain good product quality while reducing production costs.
Aluminum Die Casting Design Guide – 12 Tips for Producing Better Aluminum Casting Parts
Here are some factors to consider when designing aluminum die casting products you want to make using die casting. Besides, these tips in this aluminum die casting design guide take into consideration DFM best practices;
1. Choosing Suitable Aluminum Alloys

There are different types of aluminum alloy, and the material choice plays a huge role in determining the product design. Here is the thing, each alloy has its properties. And obtaining maximum strength and integrity from your aluminum die-cast component depends on your ability to pick the right design for the right alloy.
Due to the different constituent elements, properties like weight, conductivity, fluidity, melting point, strength, and weight vary between aluminum alloys. This variation in properties implies that not all aluminum alloys are suitable for die casting.
The most common aluminum alloys used are the A380, A383, and A413. They are popular due to their strength at high temperatures, corrosion resistance, high electrical and thermal conductivity, and ability to retain dimensional stability regardless of shape complexity.
2. Wall Thickness
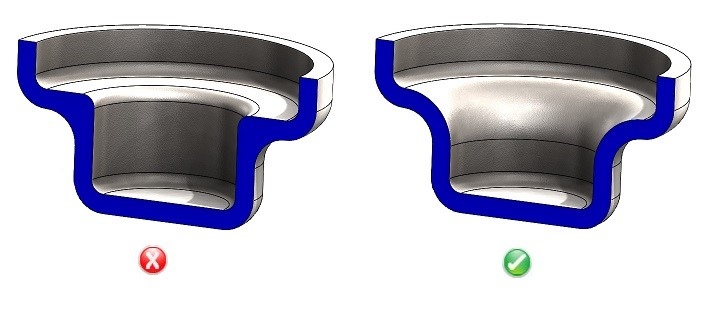
A uniformly thick wall improves casting integrity and quality. The reason is that it facilitates better metal flow and solidification. Furthermore, it is best to keep wall thickness uniform throughout the aluminum die-cast part.
But if a variation in aluminum die casting, wall thickness is a necessary aspect of the design, then do not abruptly introduce the change in wall thickness. A gradual transition in the form of radii or filet is best, so your design does not end up having sharp edges, except at places where the wall and parting line meets.
Also, avoid designing walls that are too thick or thin. Designing a thick wall might increase your aluminum part’s stiffness, but it could reduce the quality of the aluminum cast part. This is because the cast part might end up cooling selectively, as thicker parts take a longer time to cool. Also, the world’s current preference is lightweight products, and a thicker wall would considerably increase the weight of your aluminum die cast part.
On the other hand, it is not advisable to make your design walls too thin, as it would make the wall prone to warping due to low stiffness. The recommended wall thickness for aluminum die-cast parts ranges from 0.787 in – 0.1737 inch. However, the size is subject to change depending on the part’s structure, size, the material used, and application, as you could have aluminum die casting components with wall thickness as thin as 0.020 in.
3. Parting Line
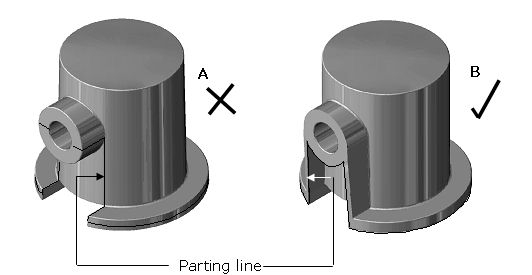
A parting line appears where the moving half and fixed half of a die meet. These lines could complicate the design and production process if the designer places product features along them. So a designer should try as much as possible to visualize where these lines would be and avoid placing elements there, to prevent an increase in the cost of casting and tooling.
4. Draft Angles
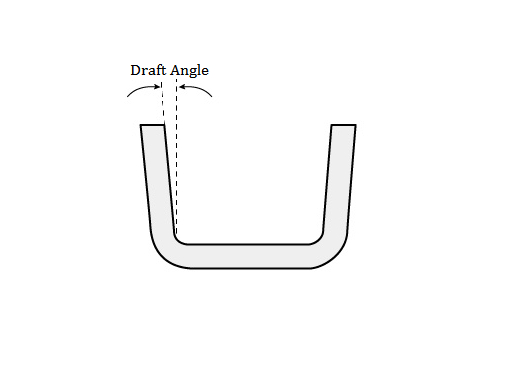
This is one area of the aluminum die-cast you should look out for. Also called draft, it is the inclination, angle, or tapering given to the cores and surfaces of parts at a 90-degree angle to the die’s parting line.
Draft lines are important as they make ejecting the aluminum part after die-casting easier. Without a sufficient draft angle, there is a high chance of damaging the die or part during the ejection phase.
The draft angle depends on the type of aluminum alloy, the type and thickness of the wall, and the depth of the surface. However, a draft angle of 1 – 2 degrees is usually enough for the optimal release of the aluminum part without causing damage to the die-casting part.
5. Ejector Pins
When designing a part, it is important to keep the location of the ejection pins in mind, as they help push the casting from the die evenly. These pins become important due to the solidification and shrinkage the cast aluminum part goes through, which results in the part clamping into the die. It would be difficult to get the aluminum cast part out of the die without the ejector pins.
It also takes considerable pressure to eject the die. This means that placing these pins on a thin casting wall would be counterproductive since the pins would push right through it. Always place the ejector pins on sturdy design features like bosses and ribs.
Additionally, remember ejector pins always leave a footprint after ejecting a casting, so avoid placing the cosmetic surface of the casting in direct contact with ejector pins when designing.
6. Fillets and Radii
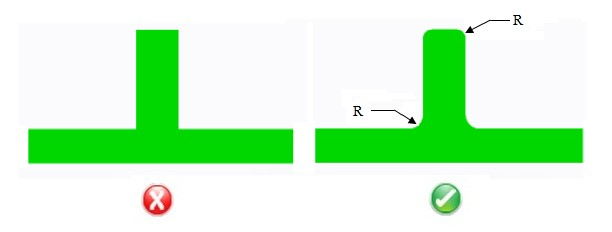
Although people use these terms interchangeably and refer to the rounded edges of the aluminum die-cast part, they do not mean the same thing. The radii refer to the rounded outer edge of the part, while the fillet refers to the inside rounded corners.
Fillets and radii facilitate smoother metal flow. They also help reduce the disturbance created within the die during the metal injection. Both features are extremely important to the design of any aluminum die-cast part as they help parts attain optimal structural integrity.
Besides, it is best to use fillers and radii where two surfaces intersect because this intersection would result in sharp corners without them. What’s more, when creating fillers that are perpendicular to parting lines, an adequate draft angle is necessary.
7. Undercuts
Formed using secondary machining or retractable slide cores, undercut add to the cost and complexity of the die, which is why it is best to avoid them when making designs. However, undercuts are unavoidable in some situations. In this case, it is best to keep the number of outside undercuts minimum, as they require side cores and would invariably increase the tooling cost.
Also, when designing undercuts, avoid placing them underneath bosses because they might end up blocking the successful ejection of the aluminum casting. Furthermore, ask your manufacturer to use T or V-shaped tools to cut the cast, as these tools easily reach difficult places.
8. Bosses

Bosses act as mounting points and stand-offs. They are important, but designing them improperly could make manufacturing difficult and increase the cost of production. Designing them right entails providing sufficient drafts and giving the bosses the large fillets to facilitate the proper flow of molten metal. Also, aim for Boss uniform wall thickness.
9. Ribs
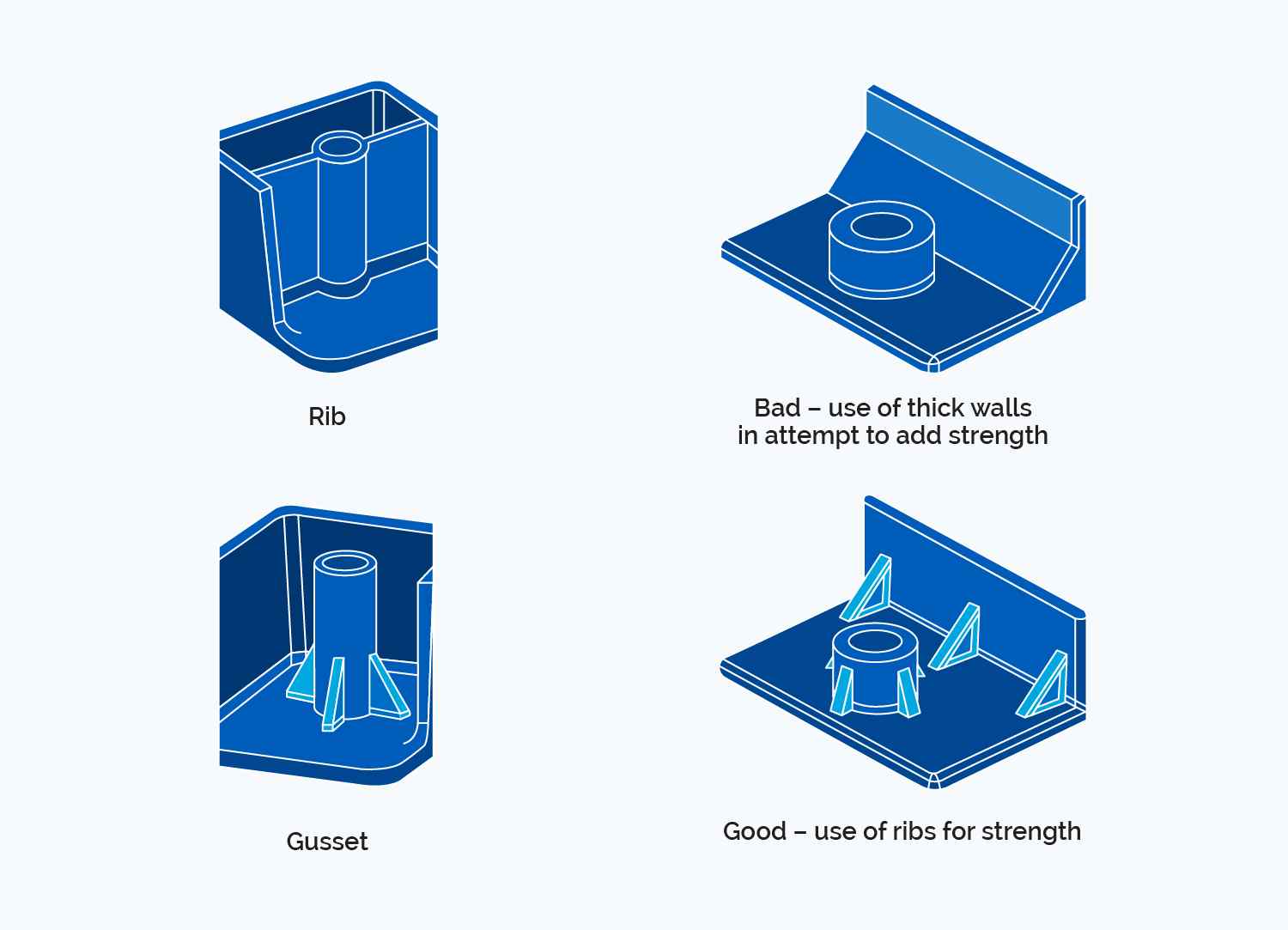
This part of the aluminum die-cast design adds strength by increasing its stiffness. Designed with metal savers (hollow sections), some ribs facilitate the production of excellent castings. It is often better to use ribs than to increase a section’s thickness. The reason is that making a section thicker makes it more porous, thereby reducing its structural capacity.
On the other hand, it is not advisable to overuse ribs, as it can increase stress concentration around the rib’s edges.
10. Holes and Windows
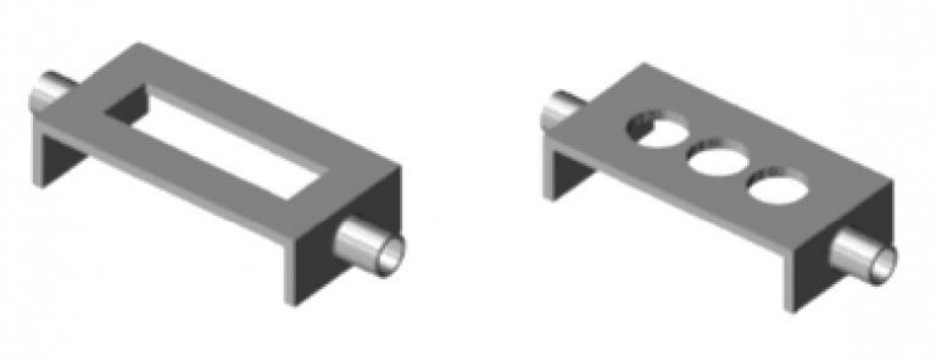
Holes and windows are not difficult to design, but do this with care to ensure optimal manufacturability. Furthermore, designs like this have applications in electronics such as calculators and laptops with many holes placed closely together.
Besides, numerous holes and windows in a design could make ejecting the casting a tad difficult. The reason is the cast part clamps down on the die due to solidification and shrinkage. However, using a good amount of draft helps prevent this ejection difficulty. What’s more, try to use smaller windows in your design since larger ones do not allow molten metal to flow properly, thereby compromising the cast’s integrity.
11. Shrinkage
Shrinkage is common and unavoidable. Any molten metal alloy would pass through some form of shrinkage when it starts to cool and solidify. So a good designer must factor in shrinkage in the product design.
Although unavoidable, there are ways to reduce shrinkage in a design. The first method uses metal-saving cores and thinner sections because thicker sections are more prone to shrinkage.
Another method is by adding squeeze pins. These localized pins help reduce shrinkage porosity. Also, adding flat and vertical ribs to product walls could reduce its shrinking tendencies.
12. Assembly Options

The assembly options available depend on the complexity of die-casted parts. Also, you must select the right assembly technique before designing the die-cast parts. Some common assembly options available for aluminum die-cast parts include threading, fastening, welding, cored holes, injected metal assembly, etc.
Transform Your Aluminum Die Casting Design into Finished Products
An outstanding design is a must-have, but you would need the right manufacturer to transform your design into aluminum die-casted products. RapidDirect is one of the best manufacturers to help you achieve this goal.
RapidDirect is a leader in the manufacturing industry, with vast experience in aluminum die-casting services. No DFM analysis for your design yet? Not to worry, our team of manufacturing experts will provide free DFM analysis for you, facilitating design optimization while saving time and money.
Unsure what metal alloy or finish options would be ideal for your aluminum die-cast product? We provide you with an array of materials and finishing options to ensure the final product meets industry standards. So, start your project now and contact us today to get top-notch custom die casting service.
Try RapidDirect Now!
All information and uploads are secure and confidential.
Conclusion
As with any production process, the design phase comes first when considering aluminum casting. With this aluminum die casting design guide, we believe you already have a clear understanding of important factors in producing aluminum parts. Hope this will help you produce a better product.